Scaling from automated tabletop equipment to a continuous, high-capacity pancake production line is not a matter of buying a bigger griddle. It is a food-engineering problem that draws on rheology, thermodynamics and automation control in equal measure. For an industrial manufacturer, the goal is never speed alone. The metrics that decide whether a plant is profitable are product uniformity, hygienic safety and uptime — the throughput figure on the brochure means little if 4% of output is scrap or the line stops twice a shift for cleaning.
This guide walks through the engineering phases, component choices and automation architecture behind an efficient, turnkey pancake plant. Each section reflects the same logic our team applies when we design an industrial pancake production line around a specific factory footprint, utility envelope and output target.
1. Batter Preparation and Rheology Control: Where Line Efficiency Begins
An efficient pancake line does not start at the griddle; it starts at the mixing station. Pancake batter is a non-Newtonian, shear-sensitive fluid, and its rheological stability — viscosity, density and degree of aeration — directly governs weight accuracy at the point of deposit. Lose control of the batter and every downstream tolerance drifts with it.
Automated dosing and mixing
High-capacity lines pair automated powder handling with liquid dosing so that every batch matches the recipe to the gram. High-shear inline or vacuum mixers homogenise the batter without over-developing the gluten matrix, which would otherwise make the product tough and the deposit inconsistent. Where formulations call for value-added components, industrial mixing systems such as planet mixers give operators repeatable control over speed, time and shear profile.
Temperature-controlled holding
Once mixed, batter is transferred to jacketed, chilled holding tanks. Holding the batter between 4 °C and 6 °C suppresses premature activation of the leavening system and stabilises viscosity before the fluid reaches the depositor. Skip this step and you get progressive over-leavening through the run: the first pancakes and the last pancakes are no longer the same product.
2. Precision Volumetric Deposition: Designing Out Product Waste
The depositor is the most mechanically sensitive component on the entire line. At high speed the arithmetic is unforgiving: a deviation of just 0.5 g per pancake compounds into tonnes of wasted raw material across a production year. Deposition accuracy is therefore not a finishing detail — it is a core economic lever.
Chilled Holding Tank → Progressive Cavity Pump → Servo-Driven Volumetric Depositor → Nozzle Manifold
To keep the process scrap-free, modern lines use servo-driven volumetric depositors. Unlike pneumatic systems, servo-actuated pistons deliver displacement precision down to roughly ±0.1 mm, which translates directly into tighter weight control and consistent diameter. Equally important is the nozzle design: clean-cut, non-drip manifolds prevent batter tailing onto the baking surface. Tailing is what causes carbon build-up, smoke and the unscheduled shutdowns that quietly erode overall equipment effectiveness.
3. Griddle Thermodynamics: Plate Engineering and Heat Distribution
Producing a uniform, golden-brown colour across thousands of pancakes an hour is a thermal-management problem. The colour and aroma come from the Maillard reaction, and reproducing it identically pancake after pancake is exactly the kind of consistency that engineering and automation deliver where manual griddling cannot.
Heating medium: gas versus electric
Industrial lines run on either direct gas-fired longitudinal burners or embedded electric elements beneath the plates. The choice shapes both control and operating cost:
- Gas-fired systems: rapid thermal response and, in many regions, lower operating cost (OPEX).
- Electric systems: exceptionally precise zonal control, well suited to cleanroom-grade food manufacturing.
Griddle plate metallurgy
Baking plates are typically engineered from high-conductivity grey cast iron or specialised carbon-steel alloys, then precision-ground dead flat. Flatness is what guarantees uniform contact and even heat transfer — the physical prerequisite for the consistency that defines a quality pancake.
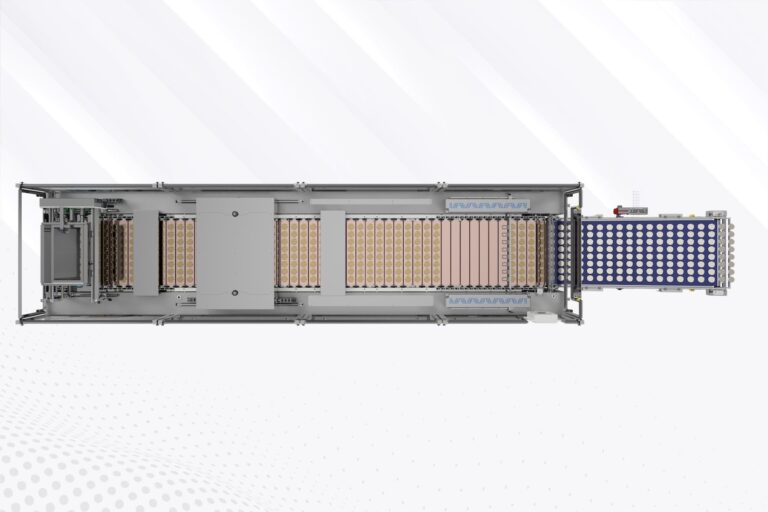
Thermal zoning
The baking length is divided into distinct thermal zones, each doing a specific job:
- Zone 1 — initial depositing: high thermal-shock absorption to instantly seal the base of the pancake.
- Zone 2 — leavening and rising: moderate, steady heat to build a uniform internal cell structure.
- Zone 3 — post-flip colouration: controlled heat that finishes baking without drying the matrix, preserving internal moisture and shelf life.
4. Flip Mechanisms and Synchronised Take-Off
Flipping each pancake at the exact midpoint of its bake is a genuine mechanical challenge. High-capacity lines use automated flip-bars or vacuum-assisted turning drums, and the turning motion has to be timed precisely to the linear speed of the griddle conveyor. Get the synchronisation wrong and the product folds, tears or lands off-register.
After the second side is baked, a servo-driven, high-precision take-off conveyor lifts the pancakes gently from the plates and hands them to the cooling section. From there a correctly sized cooling tunnel brings the product to a stable temperature for packaging — a stage that quietly determines final texture, snap and food safety before the pancake ever reaches a wrapper.
5. Hygienic Design and CIP: Engineering for EHEDG, FDA and HACCP
Sanitary design is non-negotiable under EHEDG, FDA and HACCP frameworks — and it is far easier to engineer in than to retrofit. High-capacity lines are built from open-frame stainless steel (AISI 304 or 316) with sloped surfaces that prevent water pooling during wash-down.
- CIP integration: the mixing and deposition circuits carry fully integrated clean-in-place loops, so chemical washing and rinsing run automatically without dismantling valves, pumps or manifolds.
- Self-cleaning griddles: continuous carbon-scraping brushes work the return path of the empty plates.
- Automated oiling: an inline product oiling (greasing) unit conditions the plates on the return path, keeping release consistent and the surface clean during active production.
Together these features close the loop on the three metrics that matter — uniformity, hygiene and uptime — by removing the manual cleaning interventions that otherwise interrupt a high-throughput run.
Technical Specifications Matrix
When procuring heavy-duty food-processing equipment, technical committees should cross-reference their capacity targets against a clear engineering baseline. The matrix below contrasts a mid-range line with a high-capacity turnkey plant.
| Technical Parameter | Mid-Range Industrial Line | High-Capacity Turnkey Plant |
|---|---|---|
| Production capacity | 8,000 – 12,000 pcs/hour | 20,000 – 45,000+ pcs/hour |
| Product diameter range | 50 – 120 mm | 40 – 180 mm (adjustable) |
| Automation architecture | PLC-based (Siemens S7-1500 / Allen-Bradley) | Full SCADA integration with IoT diagnostics |
| Drive systems | AC variable-frequency drives (VFD) | Multi-axis synchronised servo motors |
| Sanitary compliance | CE / HACCP compliant | Full FDA / EHEDG sanitary engineering |
Translating these parameters into a sound investment is its own exercise. Our CAPEX and ROI guide for pancake machinery walks through cost drivers and payback, while the industrial pancake production line buyer’s guide covers how to specify a line against your throughput targets. For the control layer behind the figures above, see our automation solutions.
Frequently Asked Questions
What output can a high-capacity pancake production line achieve?
A mid-range industrial line typically runs 8,000–12,000 pieces per hour, while a high-capacity turnkey plant reaches 20,000 to 45,000-plus pieces per hour. Actual throughput depends on product diameter, the number of griddle lanes and the baking length engineered into the thermal zones.
Why are servo-driven depositors better than pneumatic ones?
Servo-actuated pistons hold displacement precision near ±0.1 mm, giving far tighter weight and diameter control than pneumatic systems. That accuracy directly reduces raw-material scrap, because even a 0.5 g deviation per pancake compounds into tonnes of wasted batter over a production year.
Gas-fired or electric griddle — which should I choose?
Gas-fired burners offer rapid thermal response and lower operating cost in many regions. Electric elements give more precise zonal temperature control and suit cleanroom-grade manufacturing. The right answer depends on local utility costs, your product mix and the temperature uniformity your recipe demands.
Which sanitary standards should an industrial pancake line meet?
Build to EHEDG, FDA and HACCP frameworks. In practice that means AISI 304 or 316 stainless construction, sloped wash-down surfaces, and fully integrated CIP loops on the batter and deposition circuits so cleaning runs automatically without dismantling valves, pumps or manifolds.
Can one line produce different pancake diameters and sandwich pancakes?
Yes. A high-capacity plant can be engineered for an adjustable 40–180 mm diameter range, and the same platform can be configured for pancakes and sandwich pancakes. Diameter range, flip mechanism and take-off timing are all specified around your target product portfolio.
Plan Your High-Capacity Pancake Line with B&F Engineering
Designing a high-performance line is always specific to your factory footprint, available utilities and throughput targets — there is no off-the-shelf answer. Whether you are planning a new plant or upgrading an existing configuration, B&F Engineering can take the project from concept to commissioning.
- Factory layout and process design — engineering the line around your space and utility envelope.
- Demo production and pre-installation trials — proving your recipe on a pilot line before you commit.
- Request a technical consultation and RFQ — get a tailored specification sheet and quotation.
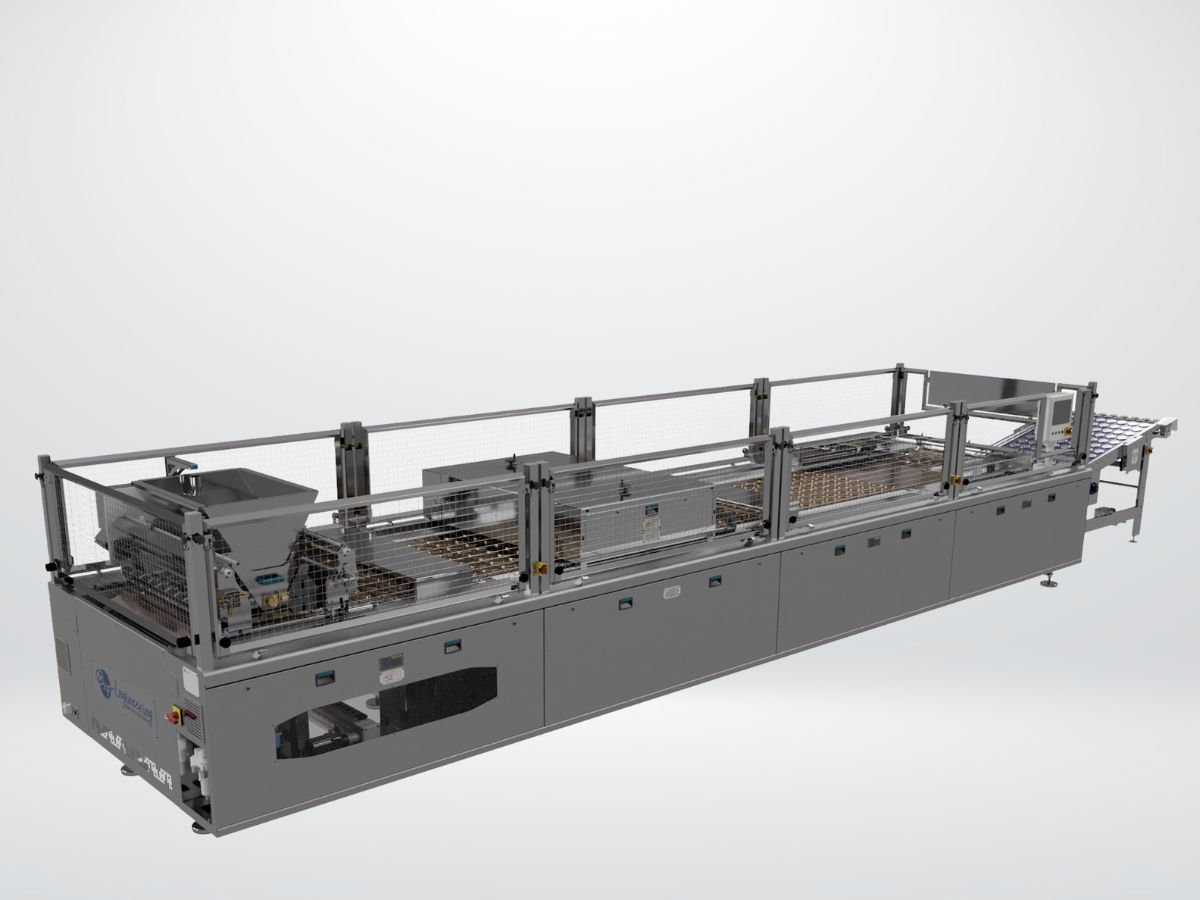
Pancakes & Sandwich Pancakes Production Line
Modern snack trends demand creativity, consistency, and speed—qualities that define B&F Engineering’s Pancake Production Lines. Whether you’re producing single-layer pancakes or filled sandwich pancakes (like dorayaki), our flexible systems are engineered for seamless performance. Ready to transform your production? Let’s build your custom pancake line today.
Contact Us Today
Discuss your project with our engineering team and discover how our machines can optimize your production.