Stroopwafel Production Line: Engineering a High-Speed Plant Investment
A high-speed stroopwafel production line is one of the most technically demanding assets in the industrial bakery sector. The traditional Dutch stroopwafel — a thin waffle baked, split horizontally, and bonded with a warm caramel syrup — has moved from a niche treat to a globally traded snack. But mass-producing it above 20,000 pieces per hour demands intense mechanical shearing, extreme synchronization, and micro-precision slicing that ordinary waffle equipment simply cannot deliver.
This engineering guide breaks down the technical specifications, rheological management, and downstream synchronization protocols behind a successful high-speed stroopwafel manufacturing plant — from dough dosing to flow-wrapping.
Why Invest in a High-Speed Stroopwafel Production Line?
For industrial confectionery and bakery manufacturers, diversifying into premium, high-margin products is a proven route to sustainable scaling. Global demand for stroopwafels has surged well beyond the Netherlands, driven by specialty coffee culture, single-serve snacking, and private-label retail programs across Europe, the Middle East, and Asia.
Capturing that demand at scale, however, is an engineering problem rather than a recipe problem. An automatic stroopwafel line is a tightly coupled system where dough rheology, thermal control, and high-speed motion must stay in perfect synchronization. The sections below outline the four critical process zones and the turnkey specifications that separate a mid-scale plant from a fully automated, high-output line. If you already run a waffle and sandwich waffle production line, much of this architecture will feel familiar — but the horizontal slicing and caramel injection stages introduce entirely new tolerances.
1. High-Viscosity Dough Dosing & Volumetric Pocket Cutting
Unlike standard soft waffle batters, authentic stroopwafel dough is exceptionally viscous and elastic, relying on dense fat structures and sugar matrices. Standard gravity-fed or low-pressure depositors fail instantly under these rheological profiles, so a dedicated dosing architecture is required:
[Continuous Extruder] → [Dual-Counter-Rotating Rollers] → [Servo-Actuated Pocket Cutter] → [Direct Injection onto Griddle]
To hold a strict weight tolerance of ±0.2 grams, advanced lines combine a synchronized extrusion and wire/pocket cutting system:
Dual-Counter-Rotating Feed Rollers
The high-density dough is pressurized through a manifold by servo-driven rollers that maintain a continuous, non-pulsating mass flow — eliminating the density variation that would otherwise wreck portion weights downstream.
Multi-Axis Servo Pocket Cutters
A high-speed mechanical wire or pocket cutter separates the dough portions and drops them onto the center of each passing griddle plate. Exact drop timing is governed by a closed-loop encoder network tied directly to the main conveyor drive, so every portion lands in register at full line speed.
2. Ultra-Thin Baking Technology & Mechanical Slicing Dynamics
A finished stroopwafel must be exceptionally thin, typically requiring a compressed baking profile of just 2.5 mm to 3.5 mm before slicing.
Thermal Compaction Plates
The baking molds (tongs) are engineered from highly structural carbon steel alloys, precision-ground to bear immense clamping forces without warping. Heavy-duty mechanical cam-tracks lock the upper and lower plates together immediately after deposition, holding flat parallelism throughout the brief, high-temperature baking cycle of 190°C to 220°C.
High-Speed Horizontal Split Slicing
Horizontal slicing is the single most technically demanding phase of the entire line — and the usual production bottleneck. The waffle must be split horizontally into two identical discs while it is still hot (above 80°C at the core) and structurally pliable.
- Vacuum-Stabilized Slicing Belts: As the baked waffle discharges, a high-pressure vacuum matrix belt holds it down onto a continuous conveyor to eliminate lateral slipping.
- Rotary High-RPM Knives: An ultra-thin continuous band-saw blade or high-RPM circular micro-toothed knife slices precisely through the geometric center of the moving waffle. Any vibration in the knife shaft or thickness deviation in the waffle causes structural disintegration — and scrap.
3. Precision Caramel (Stroop) Injection & Layer Alignment
The syrup filling — the “stroop” — is highly hygroscopic, sticky, and must be applied within an exact temperature window (typically 65°C to 75°C) to maintain correct fluid dynamics during deposition. Precise temperature control here relies on the same jacketed cooking principles used in industrial cream cookers.
Jacketed Volumetric Depositing Array
The caramel dosing system uses fully jacketed, hot-water-circulated hoppers and manifolds to eliminate thermal drops that trigger crystallization and clogging. Multi-nozzle positive-displacement piston pumps then apply a precise micro-dot pattern of caramel onto the center of the bottom waffle half.
Mechanical Flip-and-Press Re-assembly
A synchronized pneumatic arm or rotary merging wheel flips the top, un-syruped half back over the bottom half. The sandwiched product passes beneath a calibrated ambient-temperature pressing conveyor, which spreads the caramel evenly to within 2 mm of the waffle perimeter — creating an airtight seal that maximizes shelf life.
4. Downstream Cooling & High-Speed Primary Packaging
Because the inner caramel filling acts as a thermal reservoir, stroopwafels cannot be packed immediately. Packing a warm waffle causes condensation inside the wrap, destroying crispiness and inducing mold growth.
Multi-Tier Ambient Cooling Spirals
The line integrates space-saving vertical cooling spirals — conceptually similar to an industrial cooling tunnel — using HEPA-filtered ambient air curtains. Product temperature must be drawn down to 22°C–24°C without shocking the sugar matrix, which would cause cracking.
Smart-Belt Phase Infeed to Flow-Wrappers
Line output is managed by automated indexing smart-belts (buffering arrays). These belts electronically phase and align individual stroopwafels into multi-pack or single-pack high-speed flow-wrap machines without structural impact. Integrating these zones into a single synchronized system is exactly what modern automation solutions are built to manage.
Turnkey Stroopwafel Plant: Technical Specifications
The table below compares a mid-scale configuration against a fully automated, high-speed turnkey stroopwafel production line:
| Industrial Metric | Mid-Scale Plant Configuration | High-Speed Turnkey Plant |
|---|---|---|
| Output Capacity | 12,000 – 18,000 pcs / hour | 24,000 – 40,000+ pcs / hour |
| Slicing Precision Tolerance | ±0.15 mm thickness variance | ±0.05 mm thickness variance |
| Baking Energy Grid | Multi-Burner Pre-Mix LPG / Natural Gas | Fully Electric Zonal Heating / Proportional Gas |
| Caramel Dosing System | Single Jacketed Piston Bank | Multi-Nozzle Servo Positive-Displacement, CIP-Ready |
| Downstream Automation | Automated Slicing & Manual Packing | Full Line Automation: Mixing to Flow-Wrapping |
Frequently Asked Questions
Partner with B&F Engineering
Investing in a high-speed stroopwafel production line requires complete integration between raw material characteristics, thermal engineering, and high-speed motion synchronization. B&F Engineering delivers custom-built industrial solutions — managing everything from initial plant layout and process design (CAD/BIM blueprints) to Factory Acceptance Testing (FAT) and onsite global commissioning.
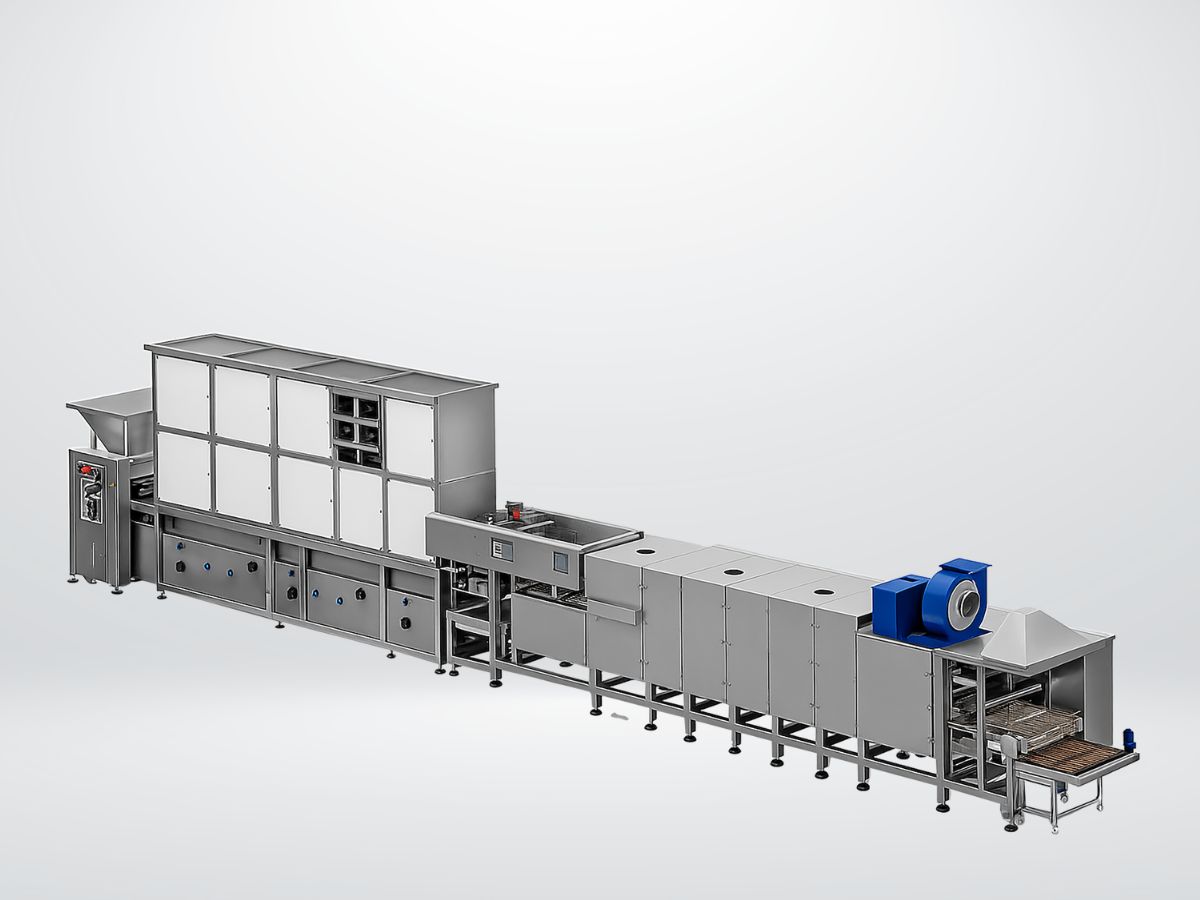
Waffle & Sandwich Waffle Production Line
Boost your productivity and product innovation with B&F Engineering’s advanced waffle and sandwich waffle production line. Our integrated systems combine speed, flexibility and hygiene to deliver consistent, high-quality waffles—tailored to meet today’s market demands.
Contact Us Today
Discuss your project with our engineering team and discover how our machines can optimize your production.





